또한 요소수지접착제는 경화의 촉진과 완전 경화를 위해 경화제로써 염화암모늄 분말을 수지 고형분에 대해 1∼2% 첨가하여 대개 열압한다. 각종 첨가물에 의해 배합된 접착제를 단판에 도부하는 데에는 보통 롤러 도부기가 이용되고 있는데 두께 1.5㎜ 이하의 얇은 단판에는 200∼300g/㎡, 두께 3.0㎜ 이상의 두꺼운 단판에는 280∼350g/㎡ 전후의 양면 도부량으로 접착제를 도부해 주는 것이 일반적이다(그림 1의 A).
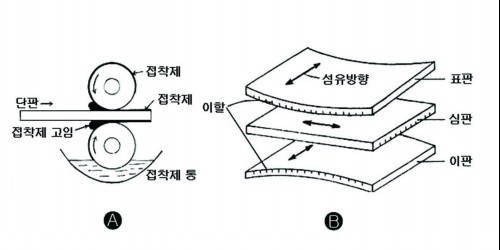
c. 압체: 접착제를 도부한 단판을 목적하는 합판의 사양에 따라 구성한 다음 위로 차곡차곡 쌓아서 일정 수량에 이를때까지 퇴적하여 조합한다. 접착제가 도부된 단판을 조합할때 표, 리판은 이할을 지니는 단판 이면이 안쪽을 향하도록 그리고 심판은 이할을 지니는 단판 이면이 이판쪽을 향하도록 쌓아주되 인접 단판 사이의 목리가 서로 직교하도록 해주어야 한다(그림 1의 B).
일정량에 도달하도록 퇴적한 것을 압체시켜 접착제가 굳도록 해줌으로써 접착이 완료된다. 접착에는 카제인접착제나 대두접착제 등처럼 냉압법으로 접착하는 방식과 요소수지접착제나 석탄산수지접착제 등처럼 열압법으로 접착하는 방식이 있다. 그러나 현재 냉압 후 열압법이 많이 이용되고 있는데 이 방법은 열압기에 용이하게 넣고 빼거나 단판 취급시의 손상을 최소화하려는 목적으로 상온 또는 30∼40℃의 보온실에서 냉압기를 사용해 미리 10∼30분 동안 2㎏/㎠ 이상의 압력으로 예비압체한 다음 열압기의 열판 사이에 1조씩 넣어 가열, 압체해 줌으로써 접착제를 완전히 경화시키는 방식이다(그림 2).

압체온도와 압체시간은 요소수지접착제의 경우 100∼130℃와 단판 두께 1㎜당 30초를 그리고 석탄산수지접착제의 경우 130∼150℃와 단판 두께 1㎜당 60초를 일반적으로 적용한다. 압체온도 130℃ 이상의 고온에서는 단판의 함수율이 충분히 낮지 않은 경우 증기에 의한 기포(steam blister) 및 표면으로의 접착제 침출이 자주 발생하기 때문에 석탄산수지접착제를 도부한 다음 단판을 함수율 6∼10% 수준으로 건조해 주어야만 한다(표 1).

한편, 접착층의 온도가 높을수록 압체시간은 짧게 소요된다. 압체압력은 오동나무와 같이 가벼운 목재의 단판인 경우의 5∼7㎏/㎠에서부터 후박나무처럼 무거운 목재의 단판인 경우의 15㎏/㎠ 이상까지 목재의 비중에 따라 달리 적용하게 된다(표 2).
<다음호에 계속됩니다.>
국민대학교 임산생명공학과 엄영근 교수