섬유판 ③
그후 목재를 구성하는 세포들인 펄프는 1931년 스웨덴 기술자인 아스플런드(Asplund)가 발명한 아스플런드 해섬기(defibrator)와 같은 기계에 의해 고도로 정쇄된다.
이런 발명은 경질섬유판 산업의 발달에 커다란 기여를 하게 되었다. 접착제 및 왁스(wax)가 해섬 공정 후 또는 섬유 건조 공정중에 첨가됨을 주목해 볼 필요가 있다.
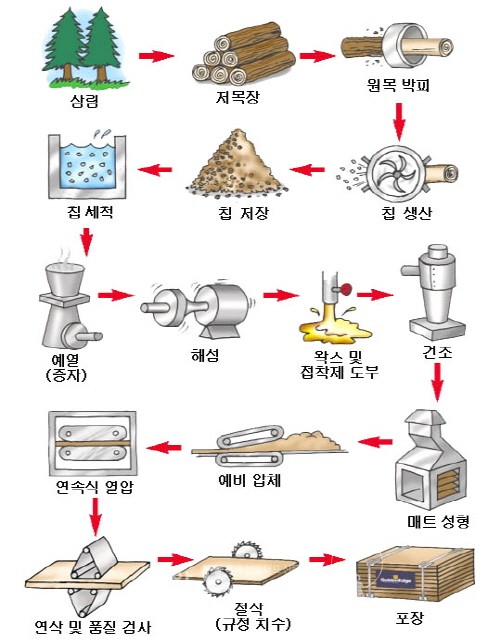
석탄산수지접착제와 같은 수용성 접착제가 사용된다. 섬유판의 종류에 따라 달라지겠지만 함지율은 전건무게 기준으로 0~2% 정도가 된다. 이렇게 첨가된 접착제는 섬유판의 강도를 증가시키게 되며 왁스와 접착제 모두가 내수성을 개선시키게 된다. 해섬 후 섬유는 매트로 성형되고 예비압체 공정을 거치게 된다. 매트 성형은 매개체로 물 또는 공기를 이용하여 이루어지는데 물을 이용하는 습식과 공기를 이용하는 건식 공정으로 알려져있는 이들 기술 사이의 차이점은 아래에 설명되어 있다.
제조 공정의 마지막 단계는 열압인데 이 단계에서는 고온(190~235℃), 고압(3.5~10.5kPa) 조건에 의해 리그닌이 열가소성 상태로 바뀌고 따라서 매트가 압밀된다. 습식 공정에서는 종이를 만드는 공정처럼 펄프가 물에 혼합된다. 매트는 장망식 초조기에 의해 성형되는데 물에 혼합된 섬유가 이 초조기의 금망 위로 계량되어 흘러들어 간다. 물은 금망 아래 부분의 진공 장치에 의해 배수되고 성형된 매트는 예비압체 장치로 이송되어 과다하게 존재하는 물이 탈수된다.
예비압체 후 고온에서 매트가 열압되기 때문에 이 공정이 매우 중요하다. 예비압체 공정을 통해 불필요한 수분 증발 및 열의 낭비를 피할 수 있다. 예비압체 후 압축된 매트는 금망을 따라 열압기로 이송된다. 높은 압력과 열에 의해 리그닌 결합이 형성되고 물이 추가적으로 제거되며 매트가 건조된다. 열압 공정에 있어 수증기가 빠져 나갈 수 있도록 금망을 그대로 두게 된다. 습식 경질섬유판은 밀도 분포가 균일(물이 효율적인 성형 매개체이므로)하며 금망에 의해 생긴 거친 면 하나를 지니는 특징을 보인다. 따라서 이 제품은 편면 평활한 것으로 표현된다.
일부 공장에서는 열압 공정 이전에 섬유 매트를 건조하여 양면이 평활한 습식 제품을 생산하고 있다. 건식 경질섬유판은 성형 매개체로 물 대신 공기를 이용하여 제조된다. 섬유 사이의 결합은 삭편판의 경우와 마찬가지로 합성수지계 접착제에 의해 이루어진다. 해섬된 섬유는 건조되고 접착제가 도부되며 이렇게 준비된 원료는 건조된 보풀같은 섬유들을 눈보라처럼 흩날리게 만들어주는 성형 장치로 유입된다. 이런 방식으로 성형된 섬유 매트는 두껍기 때문에(100~150㎜ 두께의 매트가 최종적으로 6.5㎜ 두께로 압축됨) 엉성하게 쌓인 섬유들을 압축시켜 주기 위하여 성형기와 바로 뒤에서 롤러로 압축해 주게 된다.
제조 공정의 마지막 단계는 열압이다. 섬유 매트가 비교적 건조되어 있기 때문에 매트를 열압기로 투입할 때 금망을 대줄 필요가 없고 따라서 양면 평활한 제품이 만들어진다.
건식 경질섬유판은 습식 경질섬유판보다 밀도의 변이가 더 심하고 선팽창도 더 크며 휨강도 역시 더 낮다. 습식에 비하여 리그닌 결합이 상당량 줄어들기 때문에 더 많은 양의 접착제(전건무게 기준으로 함지율 약 2%)가 첨가된다.
연질섬유판 제조 공정은 열압을 제외하고는 습식 경질섬유판 제조 공정과 매우 비슷하다. 경질섬유판과 마찬가지로 연질섬유판은 칩의 해섬화 및 섬유의 정쇄, 매개체로 물을 이용한 성형 순서에 따라 제조된다. 대신 매트는 롤러를 통해 요구되는 두께로 압축된 다음 건조된다.
연질섬유판 제조시 열압을 공정을 거치지 않기 때문에 리그닌 결합이 일어나지 않게 된다. 전분이나 아스팔트(asphalt)와 같은 첨가제가 결합력 향상을 위해 사용되는 경우도 있으나 섬유 사이의 결합은 주로 수소 결합에 의한다. 연질섬유판 매트 성형은 1단 또는 2단 환망식 또는 장망식 초조기에서 이루어진다. 장망식과 비교해 볼때 환망식 초조기는 단순하며 조잡스러운 편이다. 펄프 현탁액은 금망으로 덮인 커다란 실린더를 둘러싸고 있는 홈통으로 유입된다. 실린더는 천천히 회전하며 실린더 내부에 걸린 진공에 의해 펄프 현탁액이 빨려 들어가면서 섬유가 금망에 걸리게 된다. 따라서 섬유 매트는 금망 위에서 성형되며 홈통으로부터 빠져 나오면서 컨베이어로 옮겨지게 된다.
<다음호에 계속됩니다.>
국민대학교 임산생명공학과 엄영근 교수