⑤ 초조와 성형
펄프로부터 판상의 두꺼운 매트를 만드는 방법은 다량의 물을 이용하여 농도 0.5~2%의 펄프 현탁액을 만든 다음 이를 탈수, 초조하는 습식법과 펄프를 건조기에서 함수율 6~12%로 건조한 다음 공기의 힘을 이용하여 성형하는 건식법으로 크게 나눌 수 있다.
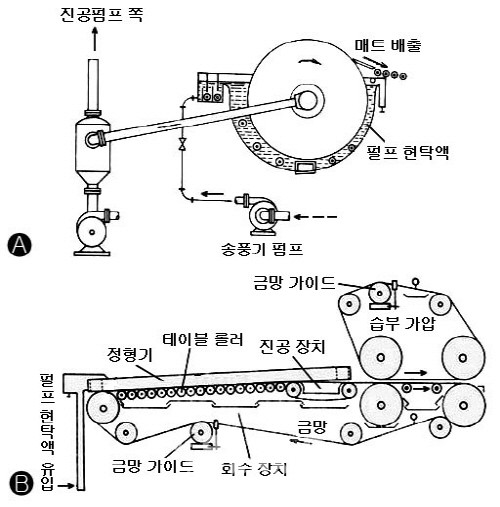
습식법에 이용되는 것으로는 연속적인 초조가 가능한 환망식(環網式)이나 장망식(長網式) 초조기와 단속적으로 초조하는 초조기가 있다. 단속식의 경우 밑면에 금망(金網)이 쳐져있는 상자에 펄프 현탁액을 유입시켜 초조하게 된다. 환망식은 금망이 쳐져있는 원통을 펄프 현탁액 중에서 회전시키고 금망을 통해 원통 내부로 물을 흡인함으로써 금망위에 펄프가 걸려 매트가 초조되는 방식이다. 장망식은 주행하는 무한궤도식의 평면 금망위에 펄프 현탁액을 흘려보내 매트를 초조하는 방식이다(그림 2). 습식법에 의해 초조된 매트의 함수율은 150~200% 정도를 나타내게 되는데 그후 진공에 의한 감압 및 습부 가압기에 의한 가압을 통해 더욱 탈수하여 함수율 60~70%로 조정한 다음 열압하게 된다.
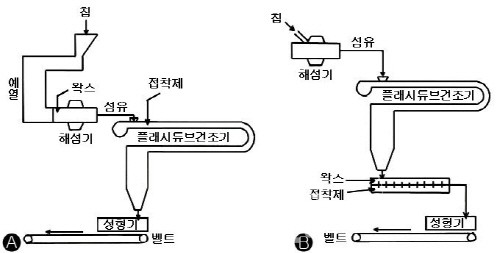
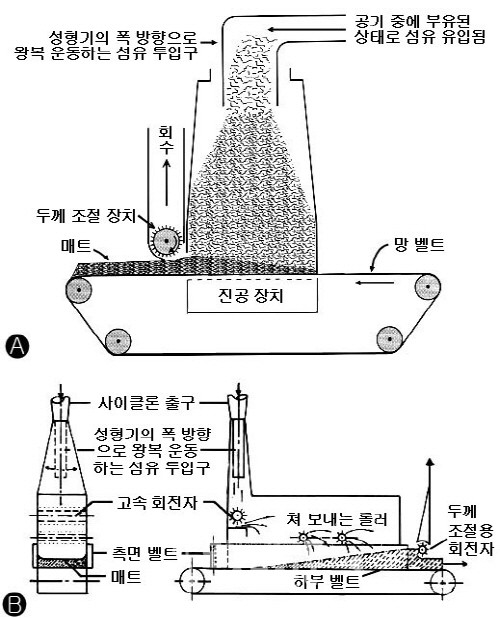
한편, 건식법은 공기를 매체로 하여 건조된 섬유를 낙하 또는 흡인시켜 매트를 성형하는 방식으로 매트 함수율은 대략 6~12% 정도를 나타낸다(그림 3). 이 방법에 의할 경우 삭편판의 경우처럼 층상 구조를 지니는 것으로도 성형이 가능하다. 이와 같은 섬유의 건조에 가장 많이 이용되는 건조기는 플래시튜브건조기로써 열풍에 섬유가 부유되어 이동되는 동안에 건조가 완료되는 형식인데 섬유 투입구 쪽의 온도를 260~320℃, 섬유 배출구 쪽의 온도를 70~80℃, 공기 속도 1,500m/min. 그리고 섬유에 대한 공기의 비율 0.06㎥/㎏의 조건을 적용하여 건조하게 된다. 온도 320℃에서는 석탄산수지접착제의 경화에 약 8초가 소요되기 때문에 접착제의 조기경화를 방지하기 위하여 건조 시간을 약 5초 이내로 제한해야 한다.
⑥ 건조와 열압
a. 건조: 초조기에 의해 초조된 다음 일정 크기로 절단된 습식 매트는 연질섬유판을 제조하기 위한 목적이나 또는 습식법에 의해 초조된 매트를 미리 건조한 다음 열압하여 양면평활경질섬유판을 제조하기 위한 목적으로 예비처리로써 건조를 하게 된다. 건조기는 컨베이어, 가열, 통풍 및 제어 장치로 구성되어 있는데 습식 매트의 투입구 쪽 온도를 400℃, 배출구 쪽 온도를 100℃로 하여 2~4시간 내에 함수율 1~3%까지 건조하게 되는데 이와 같이 높은 온도를 이용하여 낮은 함수율로 건조하는 이유는 열압시 매트내의 증기 발생량을 최소화한 상태에서 열압 시간을 단축하기 위하여 그리고 리그닌을 연화하여 섬유간 결합원으로 이용하기 위한 목적에 있다. 저급 섬유판은 목재 가대에 쌓아 천연건조를 한다.
b. 열압: 습식 매트의 열압은 매트내의 수분 제거와 건조 및 압체를 통한 섬유판의 제조 목적을 겸비하게 되지만 습식 매트를 고온으로 거의 전건상태까지 건조한 매트 또는 건식법으로 성형된 매트의 열압은 압체를 통한 섬유판의 제조에만 그 목적이 있다.
<다음호에 계속됩니다.>
국민대학교 임산생명공학과 엄영근 교수