ii) F☆☆☆: 평균값 0.5㎎/L 이하, 최대값 0.7㎎/L 이하인 합판.
iii) F☆☆: 평균값 1.5㎎/L 이하, 최대값 2.1㎎/L 이하인 합판.
iv) F☆: 평균값 5.0㎎/L 이하, 최대값 7.0㎎/L 이하인 합판.
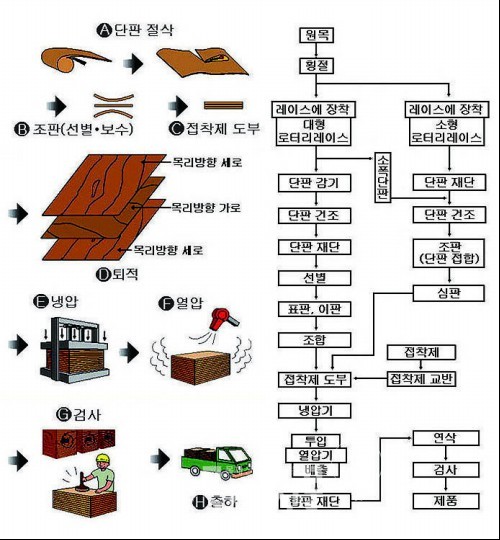
보통 합판의 제조 공정
일반적인 보통 합판의 제조 공정을 살펴보면 아래와 같다(그림 1~2).
① 원목
합판용 원목이 지녀야할 일반적인 성질로는 통직하고 직경이 큰것으로써 원구(元口)와 말구(末口) 지름 사이에 차이가 적을 것, 정원에 가깝고 편심생장을 이루지 않을 것, 절삭에 적절한 비중을 지닐 것, 접착성이 양호할 것, 옹이, 입피, 부후, 할렬 등의 결점이 작을 것, 되도록 미관적 가치가 우수할 것, 쉽게 대량 구입할 수 있을 것 등을 들수가 있다.
침엽수재의 경우 춘재와 추재 사이에 밀도 차이가 너무 크면 고품질의 단판 생산이 곤란하며 활엽수재의 경우 산공재가 적합하며 추재가 거의 발달되어 있지 않은 연륜폭이 좁은 환공재는 사용하기에 곤란하다.
또한 화장용 단판용으로는 아름다운 외관을 지니는 삼나무, 편백, 오동나무, 감나무, 느티나무, 티크 등과 같은 명목류(銘木類)를 사용할수 있다.
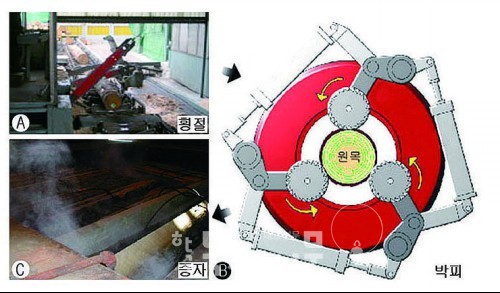
② 원목의 전처리
제조할 합판의 크기에 따라 먼저 원목을 적당한 길이로 잘라주어야 하는데 이것을 횡절(橫切, crosscutting)이라고 한다.
그리고 산지에서 운반되어온 원목의 대부분에는 수피가 붙어 있으며 또한 벌채나 운반 과정중 토사류 등과 같은 이물질이 수피에 부착되어 있는데 이런 수피와 함께 이물질은 단판 절삭시 칼날에 손상을 주어 양질의 단판을 생산하는데 큰 장애가 되기 때문에 반드시 단판 절삭 이전에 제거해내야 된다.
원목으로부터 수피를 벗겨내는 작업인 박피(剝皮, debarking)의 난이성은 수종, 벌채 시기, 자비나 증자와 같은 전처리 유무 등에 따라 달라진다.
이전에는 박피가 인력에 의해 이루어져 왔으나 근래에는 대개 원목을 횡절(橫切, crosscutting) 이전에 박피기(debarker)를 이용해 박피를 실시하는 방향으로 바뀌게 되었다.
단판 절삭용의 원목이나 단판 절삭용 목편(flitch: 단판 절삭용으로 준비된 각재)의 전처리는 나왕이나 피나무 등과 같은 저비중 목재인 경우 실시할 필요가 없으나 일반적으로 절삭을 용이하게 하고 양질의 단판을 얻기 위한 목적으로 수조중에서 자비(煮沸, boiling) 처리를 하거나 밀폐실 내에서 증자(蒸煮, steaming) 처리를 하게 된다.
절삭전에 이러한 전처리를 하게 되면 목질이 유연해지기 때문에 절삭에 소요되는 동력이 작아지고 절삭된 단판의 초기 함수율과 수분 분포가 균등해지기 때문에 단판 건조시 뒤틀림이나 할렬이 적어지며 원목에 묻어있는 모래 등의 제거로 칼날의 손상이 방지될 뿐만 아니라 해충이나 그 알의 사멸이나 동결재(凍結材)의 해빙, 추출물의 제거에 의한 단판의 건조시간 단축과 같은 효과를 얻을 수 있다.
<다음호에 계속됩니다.>
국민대학교 임산생명공학과 엄영근 교수