4) 형상의 고정
목재의 소성가공에서는 변형공정과 함께 형상을 고정(fixation)하는 공정이 중요하다. 목재를 변형시키면 내부에 응력이 발생되며 변형 구속을 해제하면 탄성적으로 스프링백(spring back, 원형회복현상)이 일어난다. 목재를 변형시킨 그대로 구속하여 장시간 두면 구속에 요하는 힘은 최초 변형을 부여하는 데 필요한 힘으로부터 시간이 경과함과 동시에 서서히 감소한다. 이러한 현상을 응력완화(應力緩和, stress relaxation)라 한다.
함수율이 낮고 일정한 경우, 몇 시간 사이에는 응력완화는 10% 이내로 최초에 가한 힘의 대부분이 잔류한다. 이에 반해 습윤목재에 일정 변형을 부여한 상태로 건조하여 건조 종료까지 변형을 보유하면 구속에 요하는 힘은 최초의 5% 이하로까지 감소한다. 변형 구속을 해제했을 때의 스프링백의 크기는 구속을 해제했을 때 잔류하고 있는 힘과 그 당시의 탄성률에 의하여 결정되므로 변형 구속하면서 건조시킨 목재에서 스프링백은 2~3% 이하에 머무르고 최초에 부여한 변형의 거의 대부분이 잔류변형으로서 고정된다. 건조 시에 이와 같이 형상이 고정되는 현상을 드라잉 세트(drying set, 건조세트)라 부른다. 이 고정된 형상은 함수율 10% 정도 이하로 유지되는 한 거의 안정하지만 그 이상의 흡습에 의하여 일부, 그리고 흡수에 의해 그 대부분이 본래의 형상으로 회복된다. 건조과정에서 현저한 변화량의 증대나 응력완화의 결과로서 생기는 건조세트는 일종의 소성변형이다. 이때의 변형량이나 완화속도는 응력의 크기, 함수율과 변화속도에 의해 지배된다.
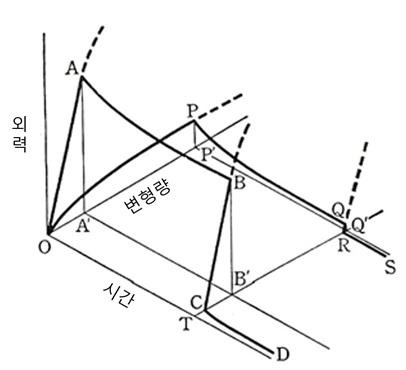
성형가공에 있어서 힘과 변형의 기본적인 관계는 <그림 9>와 같다. 건조재의 경우에는 OA'만큼 변형시키는 데 외력(힘) A가 필요하다. 그대로 시간 T만큼 변형을 구속시켜도 힘은 B까지 극히 일부만이 완화될 뿐이다. 여기서 구속을 해제하면 OA에 평행한 선 BC에 따라서 변형이 탄성적으로 회복된다. 그 후에도 얼마 안 되는 잔류변형 D를 남기는데 불과하다. 한편, 고온에서 습윤재를 변형시킬 때에는 OP'만큼 변형시키기 위해 외력 P가 필요하나 고온, 고함수 상태이기 때문에 크게 변형될 수 있으며 또한 필요한 힘은 작아도 된다. 그대로 변형을 구속하여 시간 T만큼 건조하면 외력의 대부분이 완화되고 구속에 필요한 힘은 Q만큼 된다. 여기서 구속을 해제하면 목재는 건조상태에 있으므로 AO에 평행한 선 QR에 따라서 변형이 탄성적으로 회복하나 변형의 회복(spring back)은 매우 작고 큰 잔류변형 S를 남기면서 고정하게 된다. 물 이외의 휘발성 팽윤제로서 팽윤된 목재가 외력 또는 변형 하에서 건조될 때에도 같은 모양의 거동을 볼 수 있다.
2. 가소화 처리
가. 목재 가소화의 목적
1) 소재성형가공
가) 곡면성형가공(휨가공)
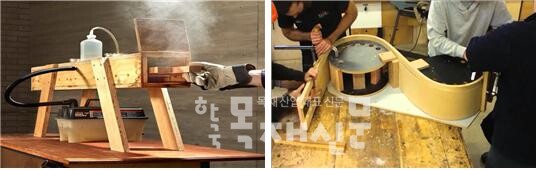
목재를 일시적으로 가소화하여 희망하는 임의의 형상으로 성형한 후 성형한 상태에서 재차 원래의 강성이 큰 목재로 회복시킨다. 이러한 목적을 위해서는 예로부터 행하여지고 있는 증자(蒸煮, steaming)에 의한 휨가공, 포수(飽水)목재를 마이크로파로 가열 성형하는 방법, 액체암모니아 또는 암모니아 가스에 의한 처리가 이용된다. 이 방법의 특징은 절삭, 접착, 접합에 의한 성형과는 달리 목재섬유의 연속성을 손상시키지 않고 성형가공할 수 있다는 점이다. 목재를 곡면으로 휨가공하는 전통적인 방식으로 ① 스팀(steam) 방법 ② 라미네이션(lamination) 방법 ③ 커프(kerf) 절단 방법이 잘 알려져 있다.


나) 압밀화(고밀화, 치밀화)
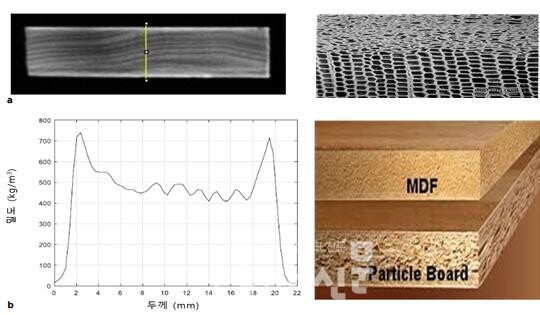
목재를 압축함으로써 밀도를 증대시켜 강도와 탄성률을 증가시키려는 것으로 압축의 과정에서 목재를 일시적으로 가소화하여 압밀화(壓密化, densification)를 용이하게 하는 것이다. 여기서 목재 표면층만을 부분 압밀화하면 마모에 대한 저항성을 높일 수 있다. 표층 압밀화에 의해 양쪽 표층의 밀도가 높고 내층의 밀도가 낮은 것을 알 수 있다(Sadatnezhad et al. 2017). 문양을 조각한 금형으로 표면을 압밀화하면 엠보싱 가공을 할 수도 있다. 이와 같은 일시적 가소화에는 함수상태에서의 가열, 암모니아수 침지 등의 방법이 이용된다. 섬유판이나 파티클보드도 엄밀한 의미에서 표층 압밀화 기술이 적용된 제품이라고 할 수 있겠다.